{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
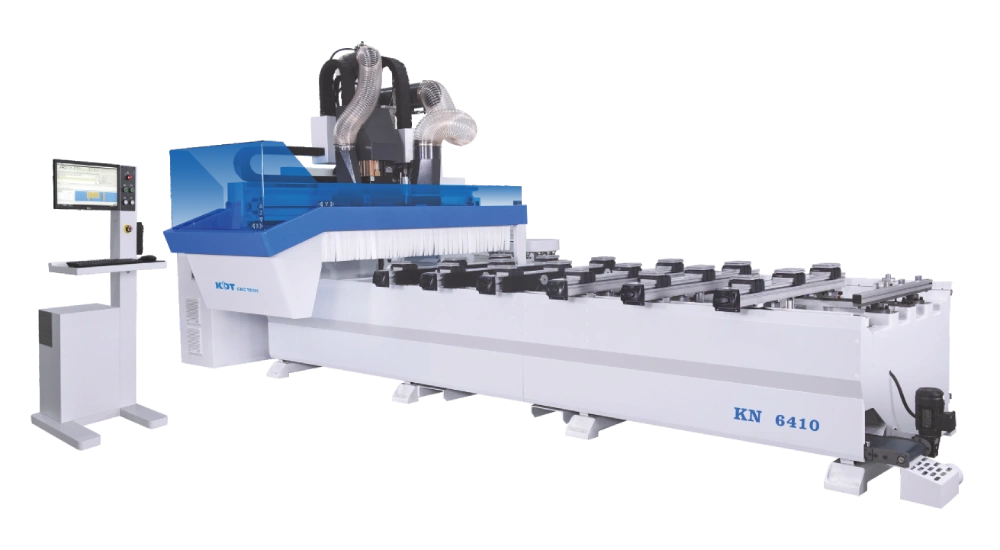
Centre d'usinage KN-6410C
Description
CENTRE D'USINAGE KN-6410C
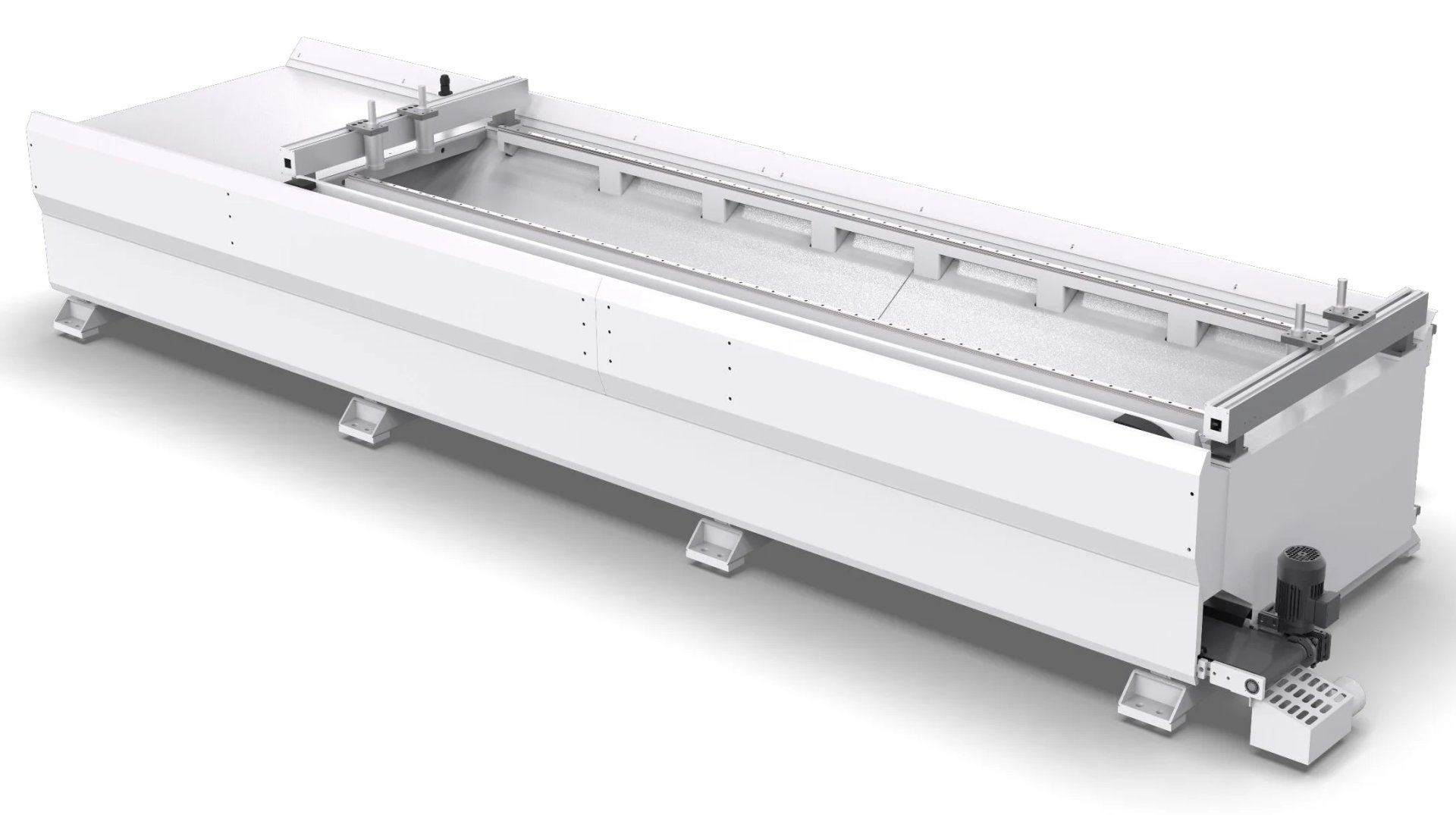
STRUCTURE
Cadre rigide à haute résistance.
Un traitement thermique approprié garantit la précision à long terme.
GANTRY
Le portique est entraîné par deux puissants servomoteurs reliés électroniquement. Le mouvement est assuré par un système de crémaillère et de pignon de 30 mm très résistant.
Les servomoteurs offrent des mouvements linéaires à entraînement direct et des curseurs linéaires.
Ils offrent un positionnement précis à grande vitesse, un fonctionnement souple et sans vibration et une grande facilité d'installation.
RACK HÉLIQUE
Crémaillère et pignon à faible frottement. Faible bruit et précision durable.
Le système de pignon et de crémaillère hélicoïdale garantit que les dents de la crémaillère sont entièrement engagées à tout moment.
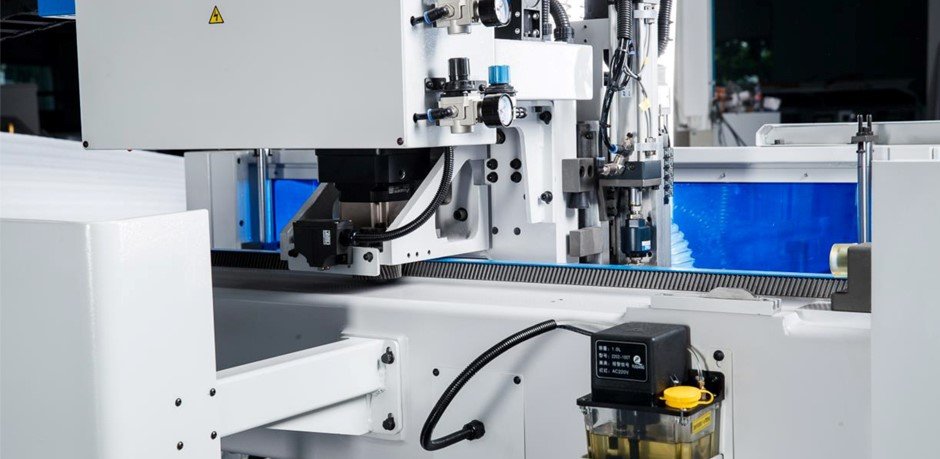
LUBRIFICATION AUTOMATIQUE
Le système de lubrification automatique des guides linéaires permet de les maintenir en permanence dans un état optimal et de prolonger leur durée de vie.
Tête de fraisage 13,2 kW
Unité de fraisage montée sur l'axe Z.
- Puissance de l'électro-moteur : 13,2 kW avec refroidissement par air.
- Dispositif de verrouillage de l'outil : automatique avec piston pneumatique.
- Corps du moteur en alliage d'aluminium
- Attaque avec des cônes HSK-F63
Capteur d'étalonnage automatique de l'outil
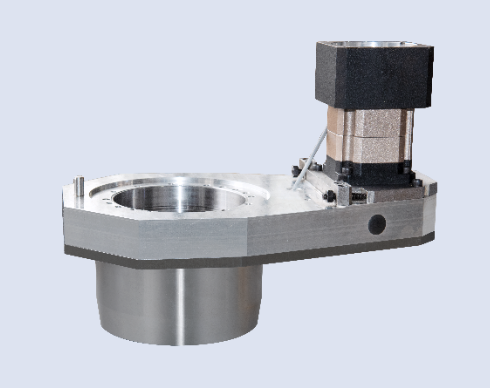
Moteur de l'axe C
L'usinage à 4 axes permet d'usiner un produit sur cinq côtés, sans opérations supplémentaires de réarrangement des pièces sur la table de travail, ce qui permet d'obtenir des produits de forme complexe avec une grande précision et une grande rapidité d'exécution.
Changement de revolver à 16 positions
Magasin linéaire automatique à 16 positions pour les unités de fraisage principales, avec accouplement HSK-F63. Mouvement on/off avec cylindre pneumatique. Changement d'outil automatique rapide avec servo, haute stabilité et précision.
Groupe de foreuses verticales
Unité de travail de forage 12V8H1S
Fabriqué en alliage d'aluminium léger aux propriétés mécaniques élevées. La présélection est automatique grâce à des pistons pneumatiques.
Tables console
2 ZONES DE TRAVAIL
Mode pendulaire pour un fonctionnement continu. En mode pendulaire, les temps morts de chargement et de déchargement sont évités. La machine travaille dans l'un des champs de travail, tandis que dans l'autre champ, la nouvelle pièce à usiner est préparée ou la pièce finie est enlevée.
6 CONSOLES AVEC VERROUILLAGE PNEUMATIQUE INDÉPENDANT SCHMALZ K1
Table à barres en aluminium avec ventouses pour assurer un serrage optimal des pièces.
Les barres se déplacent en douceur le long des guides et sont équipées d'un verrouillage pneumatique. Fonctionnement en douceur au moyen d'un bouton latéral.
Pompe à palettes BECKER 140m3/h
Une pompe à vide à hélice rotative de 140 m³/h pour la production de vide.
La conception sèche et l'absence de contact interne en font la pompe idéale pour tout type d'application où la poussière est un problème particulier.
CONVOYEUR D'ÉVACUATION DES DÉCHETS
Pour recueillir les copeaux et les petits morceaux de bois qui se détachent lors des opérations d'usinage.
MONITEUR DE SUPPORT D'ORDINATEUR INDUSTRIEL PC ET CONSOLE DE COMMANDE MOBILE
Contrôle numérique des mouvements des axes et des manœuvres de la machine. PC de contrôle avec logiciel de conception et de contrôle CNC. Il gère différents paramètres tels que :
- Réglage de l'outil
- Lecture directe de fichiers à partir de lecteurs USB et INTERNES.
- Système puissant de traitement et d'affichage de fichiers de programmes.
Données techniques
Vidéos
Nos machines
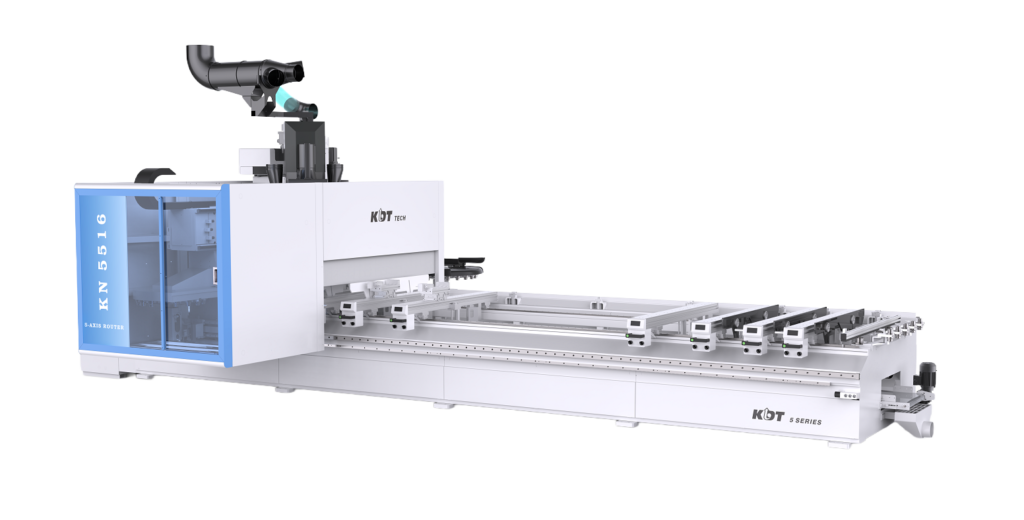
Centro de mecanizado 5 ejes KN-5516P
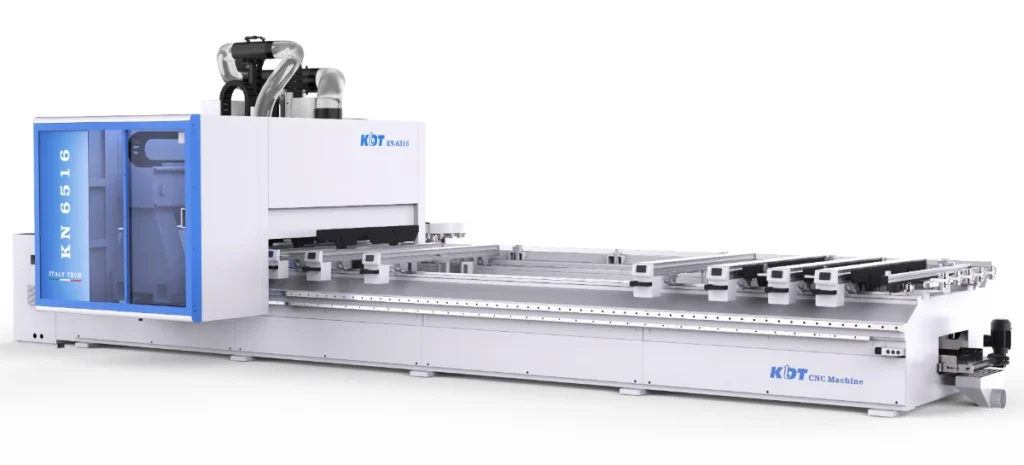
Centre d'usinage KN-6516C
Centre d'usinage KN-6410C